17768165506




发布时间:2024-05-20 17:42:59 公司名称:[海北]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 66000/台 |
| 发货期限 | 24h |
| 供货总量 | 99 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品颜色 | 红色 |
| 质保时间 | 一年 |
| 品牌 | 河南建贸 |
| 产品名称 | 数控钢筋弯曲中心 |





★节省人工成本
一人即可完成普通设备6人完成工作,节省至少5人工钱。
★弯曲图形多
可存储400种形状,加工时调用即可,任何角度都能弯曲。
★操作方便快捷
加工时仅需提取所需图形,编辑参数,对于操作工要求较低,且采用人机亲和度高的操作界面。
★故障率低
电器元件均采用国际知名品牌,系统与知名企业合作,运行稳定。
★使用寿命长
机架、桩头等均采用优质合金钢特殊处理,确保使用寿命,降低使用成本。
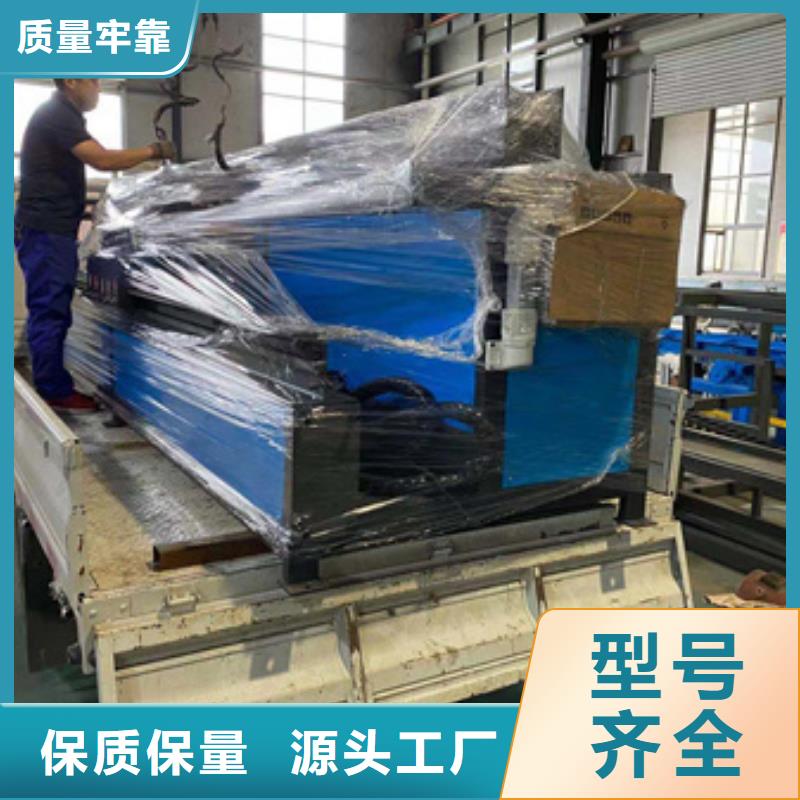
立式钢筋弯曲中心可应用于建筑路桥施工,10-32mm棒材钢筋加工。采用双机头结构,可同时双向、双头工作,提高工作效率。可加工图形多,采用CNC控制,加工精度高,智能化工作,降低人工参与。
数控钢筋弯曲中心目前是国内一款能够同时弯曲7根12mm钢的数控钢筋弯曲中心。这款数控钢筋加工中心还具备以下几方面优势
1、数控钢筋弯曲中心具有独特的弯曲机构设计;在弯曲中钢筋不会脱离弯曲模具,为操作工人提供更安全的人身保障。
2、这款数控钢筋弯曲中心的弯曲模前段支撑立板大大弯曲模支撑力,其使用寿命。建贸钢筋弯曲中心能让这款设备实现7根12mm钢同时弯曲。是国内同类数控钢筋弯曲中心的两倍加工能力。
3、这款数控钢筋弯曲中心的行走机构采用的是伺服电机驱动齿轮齿条机构。能够实现高精度伺服定尺。
4、这款数控钢筋弯曲中心采用的是细齿齿条咬合的刹车装置;改刹车系统能钢筋弯曲中机头不会因拉力而移动机头位置,从而了钢筋加工尺寸精度。
5、这款数控钢筋弯曲中心电控系统财通先进的品牌 PLC与伺服电机能有效该设备在使用中稳定可靠。
6、在同行简配降成本的大之下,坚持自我。为客户提供稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重4.5T。)
数控钢筋弯曲中心是推广的钢筋加工标准化的必备钢筋加工设备。目前在国内高速公路建设、高铁建设、城际铁路建设、地铁轻轨建设等工建设中钢筋加工大力的推广与普遍应用。

系统优势:
1、操作大屏,快捷人机对话,预存上百种图形程序,便捷操作
2、 一个加工单元内可同时进行多项弯曲动作
3、加工长度、弯曲角度可自由设定。
4、伺服控制快速精准,保证效率与精度。
5、钢筋直径10-32mm内皆可胜任。
全自动数控弯曲中心弯箍部分严禁倒转,弯箍部分电路和调直部分电路是并联的,接通电源后,点动调直机前进按钮,如果转动方向不错,那么弯箍机的转动方向也是正确的,否则是反方向,需调整调直机三相电源中的任意两相。钢筋穿入钢筋弯箍机调直机压辊,把调直机电器控制按钮,拨到点动位置,调节手轮使前两水平轮和前三竖轮下压,使钢筋处于曲线状态,其余竖轮下压使钢筋处于直线状态,点动调直机前进按钮,观察钢筋是否调直,如达不到要求,再适当调节各手轮,使钢筋达到要求,并能顺利进入弯箍机构。

钢筋直径10-32mm内皆可胜任。
产品名称:双机头数控钢筋弯曲中心?产品描述:?1?两个机头可立式弯曲,同步作业,高产量省人工2?弯曲主机**采用日本原版技术和机械原理,结构设计合理,弯曲力量大,角度调节方便、准确3?自动移动系统,采用伺服电机驱动和齿轮齿条传动,误差小,反应快4?电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、计数等功能5??是钢筋加工场实现标准化施工的必选利器?产品技术参数:钢筋直径?12—32mm?直条弯曲方向左侧机头,顺时针转;右侧机头,逆时针转弯曲边长300——11700mm弯曲角度0-----180°弯曲速度60°/秒移动速度0.6m/s长度精度±1mm角度精度±1°总功率22KW一次弯曲支数直径D12D16D18D20D25D32
 海北市数控钢筋弯曲机全国走货建贸机械设备
<海北>建贸机械设备有限公司
海北市数控钢筋弯曲机全国走货建贸机械设备
<海北>建贸机械设备有限公司
系统优势:
1、操作大屏,快捷人机对话,预存上百种图形程序,便捷操作
2、 一个加工单元内可同时进行多项弯曲动作
3、加工长度、弯曲角度可自由设定。
4、伺服控制快速精准,保证效率与精度。
5、钢筋直径10-32mm内皆可胜任。
全自动数控弯曲中心弯箍部分严禁倒转,弯箍部分电路和调直部分电路是并联的,接通电源后,点动调直机前进按钮,如果转动方向不错,那么弯箍机的转动方向也是正确的,否则是反方向,需调整调直机三相电源中的任意两相。钢筋穿入钢筋弯箍机调直机压辊,把调直机电器控制按钮,拨到点动位置,调节手轮使前两水平轮和前三竖轮下压,使钢筋处于曲线状态,其余竖轮下压使钢筋处于直线状态,点动调直机前进按钮,观察钢筋是否调直,如达不到要求,再适当调节各手轮,使钢筋达到要求,并能顺利进入弯箍机构。